Ремонт деталей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
- Ремонт. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
- Двигатели А274-100 и А275-100. Устройство, техническое обслуживание и ремонт.
8.5 Ремонт деталей двигателя.
Для проведения дефектовки деталей разобранного двигателя, их необходимо тщательно очистить от грязи, масла, нагара и смолистых отложений.
Очистка деталей производится механическим способом с применением растворителей (керосин, бензин) и химическим способом.
Химический способ удаления нагара заключается в выдержке деталей в ванне с моющим раствором, подогретым до 80-95°С, в течении 2-3 часов. Рекомендуемые составы моющих растворов представлены в таблице 7.
Таблица 7. Рекомендуемые составы моющего раствора.
| Компонент | Алюминиевые детали | Стальные и чугунные детали |
| Концентрация, г/л воды | ||
| Сода кальцинированная (Na2CO3 ) | 18,5 | 33 |
| Сода каустическая (NaOH) | – | 25 |
| Мыло хозяйственное | 10 | 3,5 |
| Жидкое стекло (Na2SiO3) | 8,5 | 1,5 |
Внимание.
- Нельзя промывать детали из алюминиевого сплава в растворе содержащем щелочь (NaOH)
- Помещение для промывки деталей должно быть оснащено вытяжной вентиляцией.
Таблица 8. Места контроля, предельные размеры и способ устранения дефектов.
| Наименование дефекта | Способ устранения | Место контроля |
| 1. Блок цилиндров | ||
| 1.1 Пробоины на стенках цилиндров, трещины на верхней плоскости блока, в районе водяной рубашки и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере. | Браковать. | – |
| 1.2 Износ диаметра цилиндра свыше 0,1 мм. | Браковать. | 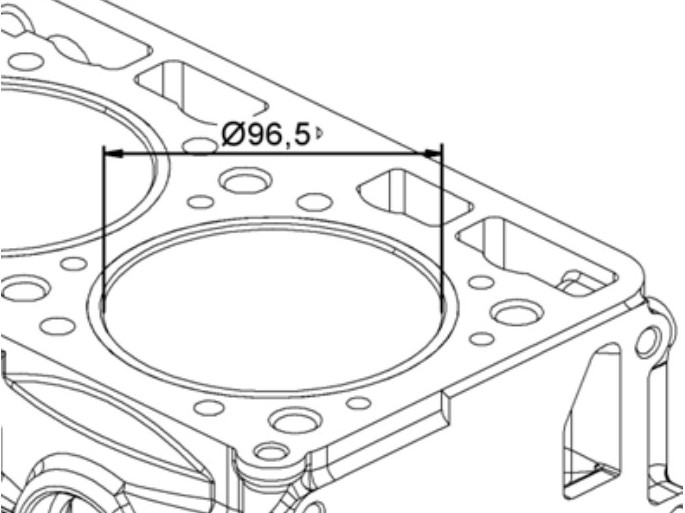 |
| 1.3 Увеличение некруглости и нецилиндричности гильз блока цилиндров до 0,08- 0,1 мм. | Браковать. | |
| 1.4 Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух витков. | Ремонтировать. Прогнать резьбу метчиком номинального размера. | |
| 1.5 Износ или срыв резьбы резьбовых отверстий более двух витков. | Ремонтировать.
Нарезать резьбу увеличенного ремонтного размера. Установка резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок. |
|
| 1.6 Износ диаметров опор под вкладыши коренных подшипников более 68,5 (+0,019) мм. | Браковать. Замер диаметров опор под вкладыши коренных подшипников производить на блоке цилиндров, собранном с соответствующими крышками коренных подшипников. | 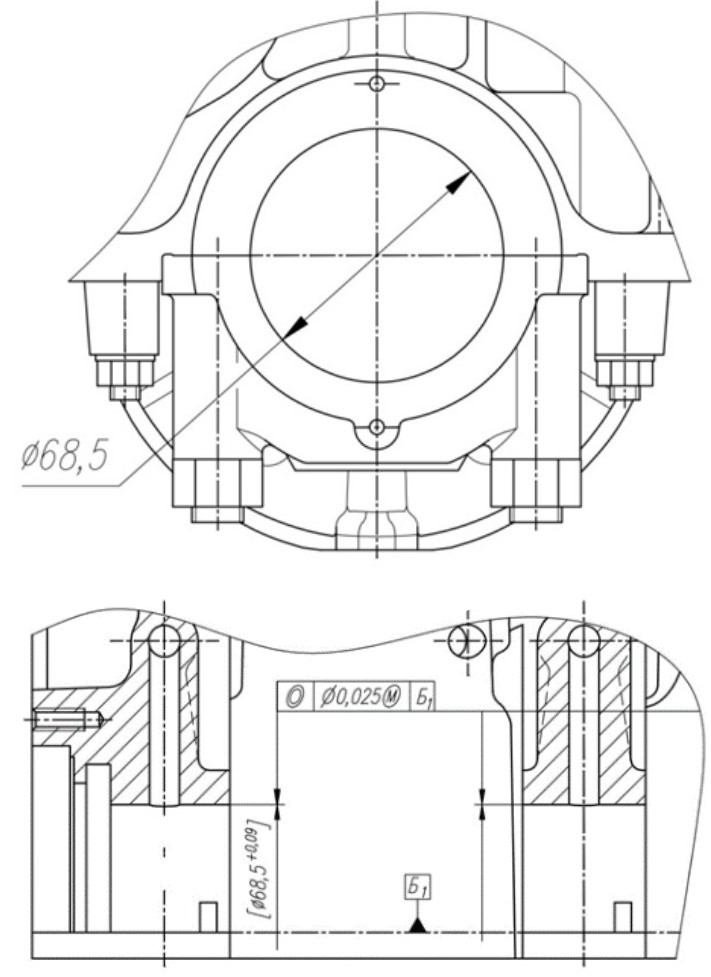 |
| 1.7 Несоосность опор для коленчатого вала относительно оси коленчатого вала более 0,15 мм. | Браковать блок цилиндров. | |
| 1.8 Износ опор распределительного вала в блоке 0,75 мм. | Извлечь втулки распределительного вала.
Запрессовать в блок втулки распределительного вала. Расточить втулки, уменьшая диаметр каждой последующей втулки, начиная с Ø52 мм, на 1 мм. Ø52+0,065/+0,040 Ø51+0,065/+0,040 Ø50+0,065/+0,040 Ø49+0,065/+0,040 Ø48+0,065/+0,040 |
|
| 2. Поршень. | ||
| 2.1. Механические повреждения (трещины, сколы, задиры на поверхности юбки). | Браковать поршень. | |
| 2.1. Износ диаметров поршней менее 96,35 мм. | Ремонтировать. Заменить поршни | |
| 2.2. Износ ширины канавки:
под верхнее компрессионное кольцо более 1,35 мм. под нижнее компрессионное кольцо более 1,65 мм. под маслосъемное кольцо более 3,14 мм. |
Браковать поршень. | 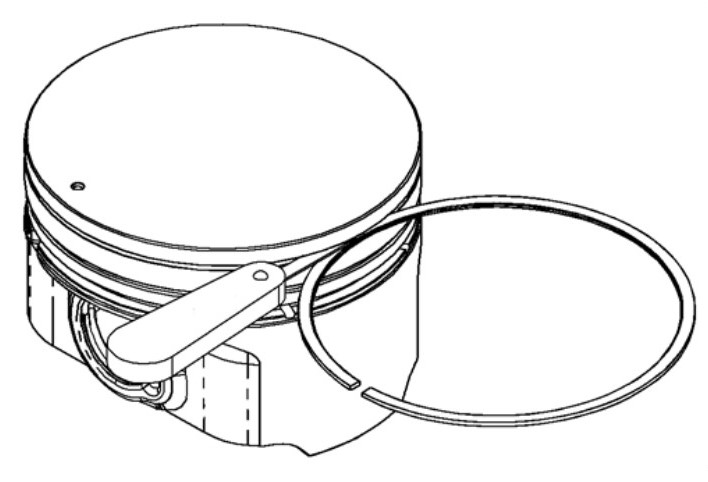 |
| 2.3. Зазор по высоте между канавкой и компрессионными кольцами более 0,08мм. | Браковать поршень.
Замерять щупом в нескольких точках. |
|
| 3. Гильза цилиндров – поршень. | ||
| 3.1. Зазор между поршнем и цилиндром более 0,30 мм.
Замер производить в двух взаимно-перпендикулярных направлениях (по оси коленчатого вала и перпендикулярно к ней) и в двух поясах (на расстоянии 8-10 мм и 60-65 мм от верхней плоскости блока). Принимается наибольший размер. Поршень замерять на расстоянии 5-10 мм от низа юбки в плоскости, перпендикулярной к оси поршневого пальца. |
Ремонтировать. Произвести подбор поршня к цилиндру, выдерживая зазор от 0,030 до 0,054 мм между цилиндром и поршнем. | 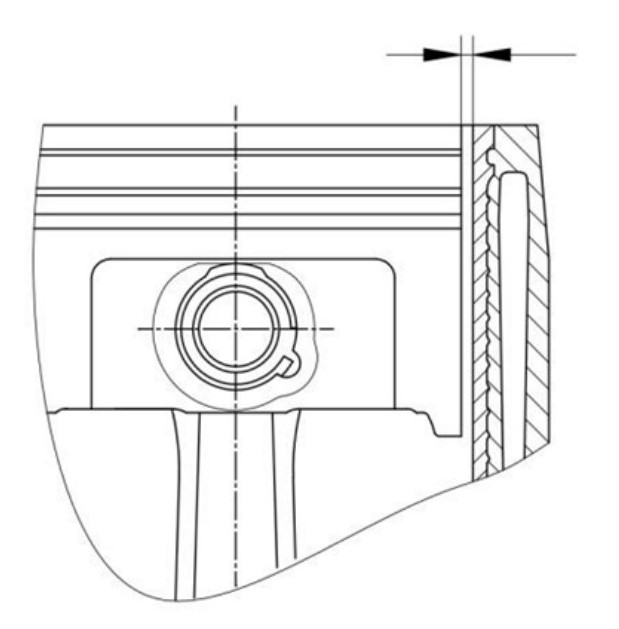 |
| 4. Шатун | ||
| 4.1. Износ диаметра поршневой головки шатуна более 25,045 мм. | Ремонтировать. Заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун. Расточить в номинальный размер. | 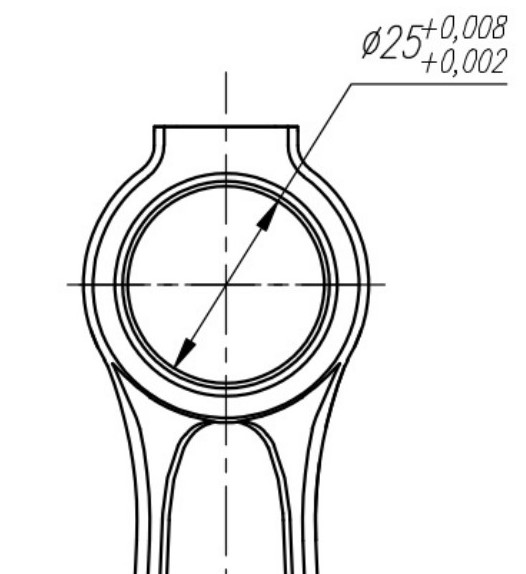 |
| 5. Вал распределительный. | ||
| 5.1. Наличие трещин любого характера и расположения распределительного вала. | Браковать. | 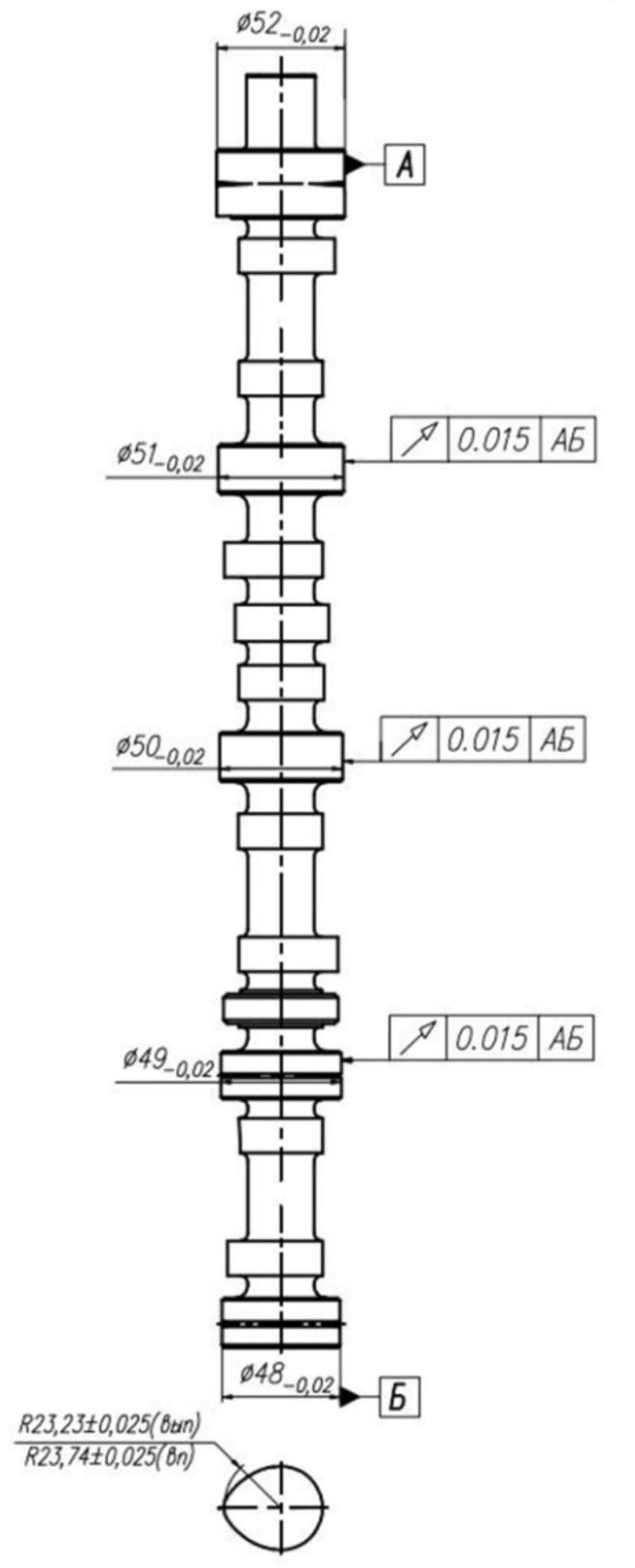 |
| 5.2. Задиры и глубокие раковины на поверхности опорных шеек и кулачков распределительного вала. | Браковать. | |
| 5.3. Износ кулачков распределительного вала по высоте более чем на 0,5 мм. | Распределительный вал заменить на новый. | |
| 5.4. Изгиб распределительного вала. | Вал устанавливается в центрах.
Проверяется индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров. Если биение превышает 0,03 мм заменить вал. |
|
| 5.5. Износ опорных шеек. Зазор в сопряжении с гнездом блока более 0,15. | Перешлифовать шейки уменьшая их размер не более чем на 0,75, с сохранением допусков.
Установить ремонтные втулки см. п. 1.8. |
|
| 6. Вал коленчатый. | ||
| 6.1. Трещины любого характера и расположения. | Браковать. | Фаски и отверстия передего и заднего концов коленчатого вала не пригодны для установки на шлифовальный станок. |
| 6.2. Повреждения резьб или срыв резьбы в отверстиях не более двух ниток. | Ремонтировать. Прогнать резьбу метчиком до номинального размера. | 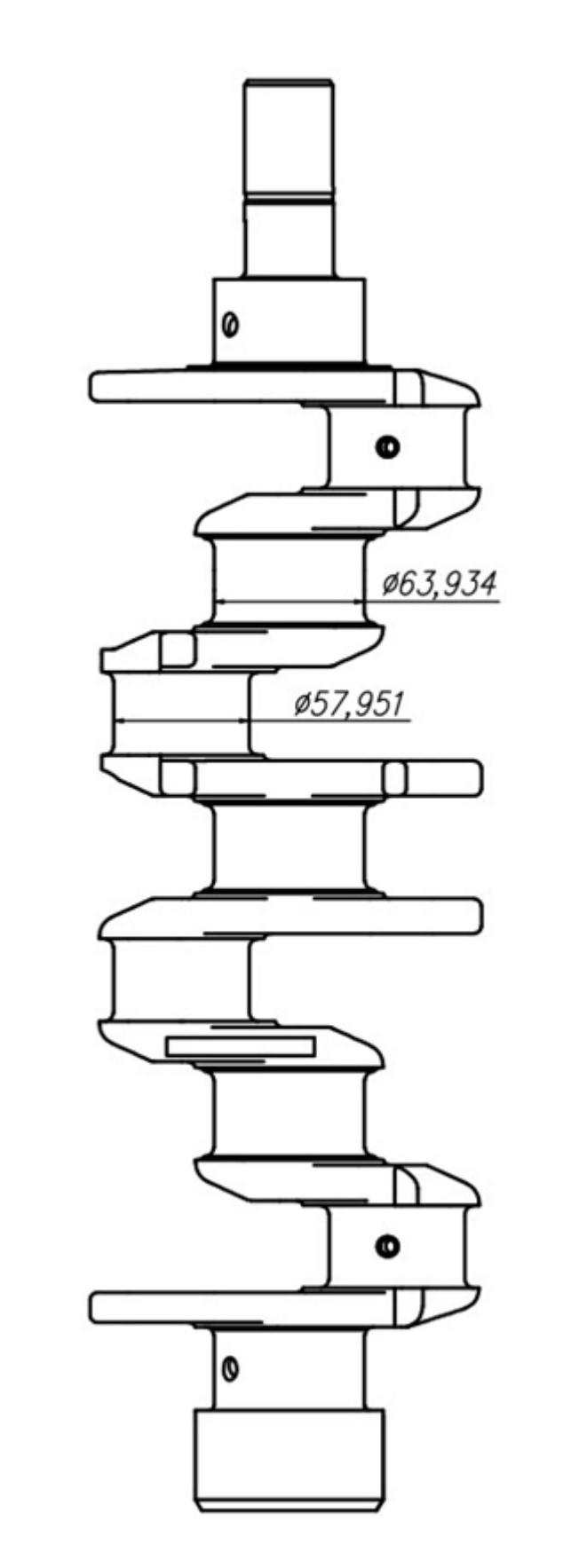 |
| 6.3. Износ или срыв резьбы в отверстиях более двух ниток. | В отверстиях под болты крепления маховика – Браковать.
В отверстиях под пробки, в отверстиях под храповик – Ремонтировать нарезанием ремонтной резьбы. |
|
| 6.4. Износ диаметра коренных шеек менее 63,934 мм. | Ремонтировать.
Шлифовать коренные шейки под один из ремонтных размеров: первый ремонтный – Ø 63,75 (-0,013) мм; второй ремонтный – Ø 63,50 (-0,013) мм; третий ремонтный – Ø 63,25 (-0,013) мм; четвертый ремонтный – Ø 63,00 (-0,013) мм; пятый ремонтный – Ø 62,75 (-0,013) мм; шестой ремонтный – Ø 62,50 (-0,013) мм. После ремонта использовать соответствующие ремонтные вкладыши. |
|
| 6.5. Износ диаметра шатунных шеек менее 57,951 мм. | Ремонтировать.
Шлифовать шатунные шейки под один из ремонтных размеров: первый ремонтный – Ø 57,75 (-0,013) мм; второй ремонтный – Ø 57,50 (-0,013) мм; третий ремонтный – Ø 57,25 (-0,013) мм; четвертый ремонтный – Ø 57,00 (-0,013) мм; пятый ремонтный – Ø 56,75 (-0,013) мм; шестой ремонтный – Ø 56,50 (-0,013) мм. После ремонта использовать соответствующие ремонтные вкладыши. |
|
| 6.6. Биение коренных шеек более 0,05 мм. | Браковать. | |
| После проведения ремонтных работ промыть коленчатый вал. Для чего вывернете пробки грязеуловителей, промойте полости и масляные каналы металлическим ершиком с моющим составом (таблица 7). Затем промыть полости керосином и высушить. Завернуть пробки с нанесением на резьбу анаэробного герметика Трибопласт-9, Фиксатор-9 или Гермикон-9 с моментом 3,8…4,2 кгс/м Чистку полостей коленчатого вала проводить при каждой разборке двигателя. | ||
| 7. Головка блока цилиндров, клапанный механизм. | ||
| 7.1. Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушение перемычек между гнездами. | Браковать головку блока цилиндров. | 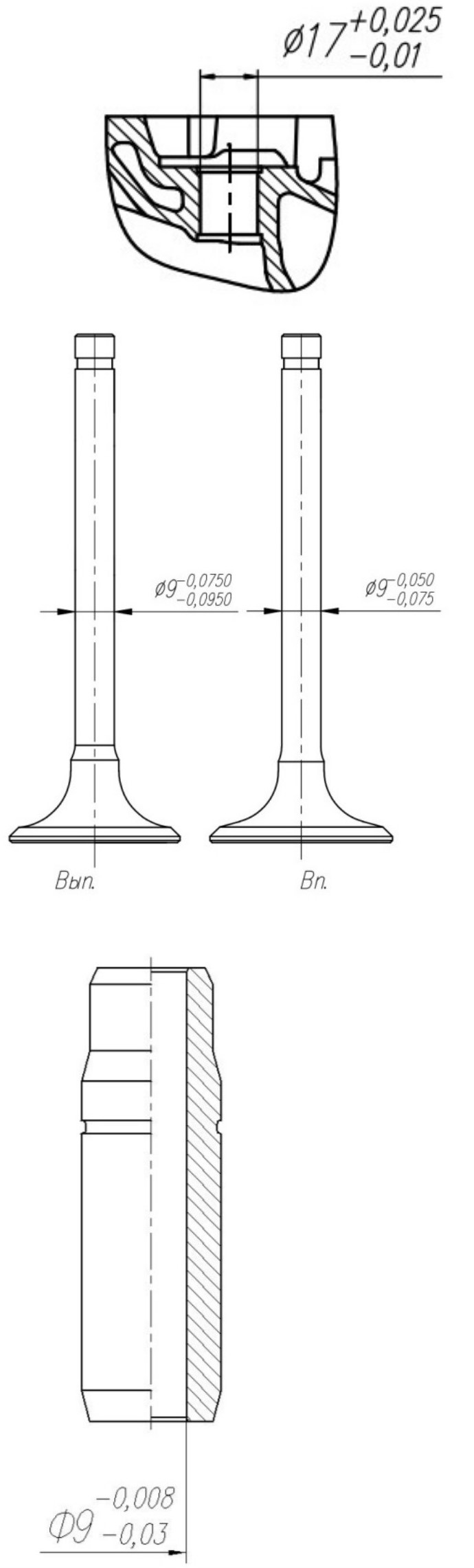 |
| 7.2. Износ или срыв резьбы более двух ниток. | Ремонтировать.
Нарезание резьбы увеличенного ремонтного размера. Постановка резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера. |
|
| 7.3. Неплоскостность поверхности головки блока цилиндров прилегающей к блоку цилиндров. | Ремонтировать.
До 0,2 мм – шлифовать, необходимый размер 0,03/100 мм. Более 0,2 мм – заменить головку блока цилиндров. |
|
| 7.4. Ослабление посадки втулки клапанов в головке блока цилиндров. | Заменить головку блока цилиндров. | |
| 7.5. Зазор в сопряжении клапан втулка более 0,25 мм. | Ремонтировать.
Клапан и втулку заменить новыми. Фаски седел прошлифовать, центрируя по отверстию во втулке, выдерживая размеры, указанные на рисунке, обеспечивая концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм. |
|
| 7.6. Коробление тарелки клапана и прогорание клапана и седла клапана. | Ремонтировать.
Седло прошлифовать. Клапан заменить на новый. |
|
| 7.7. Износ диаметра стержня клапана.
Выпускной менее 8,905мм. Впускной менее 8,925 мм. |
Заменить клапан. | |
| 7.8. Износ диаметров отверстий направляющих втулок более 9,022 мм. | Ремонтировать.
Выпрессовать направляющие втулки. Запрессовать новые ремонтные втулки в головку блока цилиндров Развернуть отверстия втулок в номинальный размер. |
|
Поделиться ссылкой:
Похожие статьи
 Инструмент и принадлежности. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Инструмент и принадлежности. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Техническое обслуживание. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Техническое обслуживание. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Моменты затяжки резьбовых соединений. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Моменты затяжки резьбовых соединений. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Газораспределительный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Газораспределительный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Техническая характеристика. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Техническая характеристика. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Маркировка двигателей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Маркировка двигателей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сцепление. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сцепление. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Основные узлы и агрегаты, корпусные детали. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Основные узлы и агрегаты, корпусные детали. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Кривошипно-шатунный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Кривошипно-шатунный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Система вентиляции картера. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Система вентиляции картера. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Система смазки. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Система смазки. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Регулировка компенсаторов УМЗ 4216 ГАЗель Бизнес.
Регулировка компенсаторов УМЗ 4216 ГАЗель Бизнес. Разборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Разборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.