Вал коленчатый двигателей ВАЗ – ремонт.
Вал коленчатый двигателей ВАЗ – ремонт.
ТИ 3100.25100.44003
1. Общие требования.
1.1 Коленчатый вал должен быть очищен от загрязнений, промыт снаружи и продут сжатым воздухом.
1.2 При выполнении работ допускается применять стандартизированное оборудование и инструмент, функционально аналогичные указанным в ТИ, применение которых обеспечивает требуемую производительность, безопасность и качество работ.
1.3 Работы выполнять в соответствии с требованиями “Правил по охране труда на автомобильном транспорте” ПОТ РМ-027-2003 и инструкции по охране труда, действующей на предприятии.
2. Шлифование коренных шеек:
– подготовить к работе станок типа 3A423 согласно инструкции по его эксплуатации;
– установить коленчатый вал в патроны станка;
– установить люнет;
– замерить в двух плоскостях коренные и шатунные шейки. Определить ближайший ремонтный размер согласно таблице 1 по наиболее изношенным шейкам (микрометры МК 50-1, МК 75-1);
– прошлифовать коренные шейки коленчатого вала под ближайший ремонтный размер согласно таблице 1 (шлифовальный круг типа 24А40С 16А5, микрометр МК 75-1, индикатор ИЧ-10, люнет и стойка для индикатора из комплекта оснастки станка). При соприкосновении шлифовального круга с шейкой включить подачу охлаждающей жидкости.
Таблица 1.
| Наименование шеек коленчатого вала | Номинальный диаметр, мм | Уменьшенный диаметр, мм | |||
| 1 ремонт – 0,25 мм | 2 ремонт – 0,50 мм | 3 ремонт – 0,75 мм | 4 ремонт – 1,00 мм | ||
| коренные | 50,80…50,82 | 50,55…50,57 | 50,30…50,32 | 50,05…50,07 | 49,80…49,82 |
| шатунные | 47,81…47,83 | 47,56…47,58 | 47,31…47,33 | 47,06…47,08 | 46,81…46,83 |
Режим шлифования:
- обороты коленчатого вала, с⁻¹(об/мин) – 1,03 (62);
- обороты шлифовального круга, с⁻¹ (об/мин) – 13,0… 13,8 (780…830).
Примечание. Правку шлифовального круга производить алмазным карандашом марки С1-1.
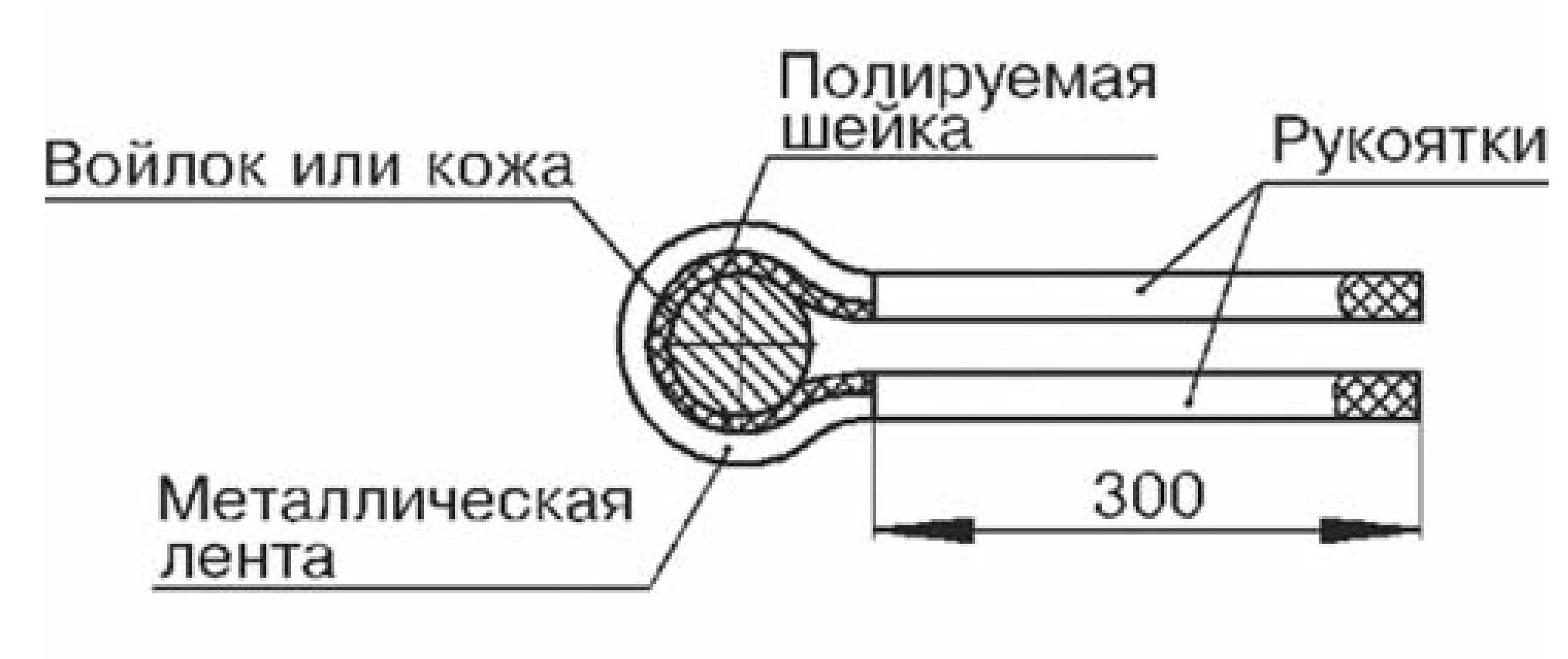
– отполировать коренные шейки коленчатого вала (алмазная паста типа Ам 40/28 или шлифовальная лента типа 15АМ40ПС2К и приспособление – самоизготовление, рисунок 1).
Режим полирования:
- обороты коленчатого вала, с⁻¹(об/мин) – 1,03(62);
– снять коленчатый вал со станка.
3. Шлифование шатунных шеек:
– переместить центросместители станка на радиус кривошипа согласно таблице 2;
– установить коленчатый вал в патроны станка и выставить первую и четвертую шатунные шейки. Допуск радиального биения шатунных шеек 0,03 мм (индикатор ИЧ-10);
– шлифовать первую и четвертую шатунные шейки под ближайший ремонтный размер согласно таблице 1. Режим шлифования, инструмент и требования по обработке согласно п.2;
– выполнить операции по шлифованию для второй и третьей шатунных шеек;
– отполировать шатунные шейки. Режим полирования, инструмент и требования по обработке согласно п.2 настоящей ТИ;
– снять коленчатый вал со станка, фланец и втулку с коленчатого вала.
Таблица 2.
| Модель коленчатого вала | Радиус кривошипа, мм |
| 2101-1005015 | 33,0±0,06 |
| 2103-1005015
21213-1005015 |
40,0 (+0,03 -0,05) |
| 2130-1005015 | 42,0 (+0,03 -0,05) |
| 2108-1005015
2112-1005015 |
35,5 (+0,03 -0,05) |
| 21081-1005015 | 30,3 (+0,03 -0,05) |
| 11183-1005016-01 | 37,8 (+0,03 -0,05) |
4. Прочистка масляных каналов:
– удалить заглушки масляных каналов (бородок, молоток);
– профрезеровать гнезда под заглушки масляных каналов коленчатого вала (оправка А.94016, фреза А.94016/10);
– прочистить и промыть масляные каналы, продуть сжатым воздухом (установка L-90 для мойки узлов и деталей, пистолет типа АН 050101 для раздачи воздуха, сверла диаметром 4 мм и 9 мм, дрель типа ИП-1011, ерш капроновый);
– обезжирить посадочные места под заглушки (уайт-спирит, норма расхода – 2 грамма, ветошь обтирочная);
– нанести на посадочную поверхность новых заглушек герметик, установить заглушки и зачеканить в трех точках (герметик УГ-6, норма расхода – 2 грамма, стержень технологический, зубило и молоток).
5. Предъявить коленчатый вал ОТК.
ОТК проверить коленчатый вал на соответствие требованиям настоящей ТИ. Допускается пооперационную проверку производить выборочно с периодичностью не менее одного раза в квартал и количеством проверяемых коленчатых валов не менее трех штук.
Поделиться ссылкой:
Похожие статьи
 Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт.
Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт. Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт.
Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт. Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт. Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт. Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Хонингование. Блок цилиндров двигателей ВАЗ – ремонт.
Хонингование. Блок цилиндров двигателей ВАЗ – ремонт. Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт.
Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт. Технологические инструкции (ТИ) ВАЗ.
Технологические инструкции (ТИ) ВАЗ. Проверка генератора на стенде. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Проверка генератора на стенде. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Проверка распределителя на стенде. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Проверка распределителя на стенде. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Разборка двигателя переднеприводных автомобилей. Двигатели автомобилей LADA – ремонт.
Разборка двигателя переднеприводных автомобилей. Двигатели автомобилей LADA – ремонт. Разборка. Головка цилиндров двигателей ВАЗ – ремонт.
Разборка. Головка цилиндров двигателей ВАЗ – ремонт.