Основные узлы и агрегаты, корпусные детали. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
- Конструкция и обслуживание. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
- Двигатели А274-100 и А275-100. Устройство, техническое обслуживание и ремонт.
3.1 Основные узлы и агрегаты двигателя.
Рисунок 2. Двигатель А275.
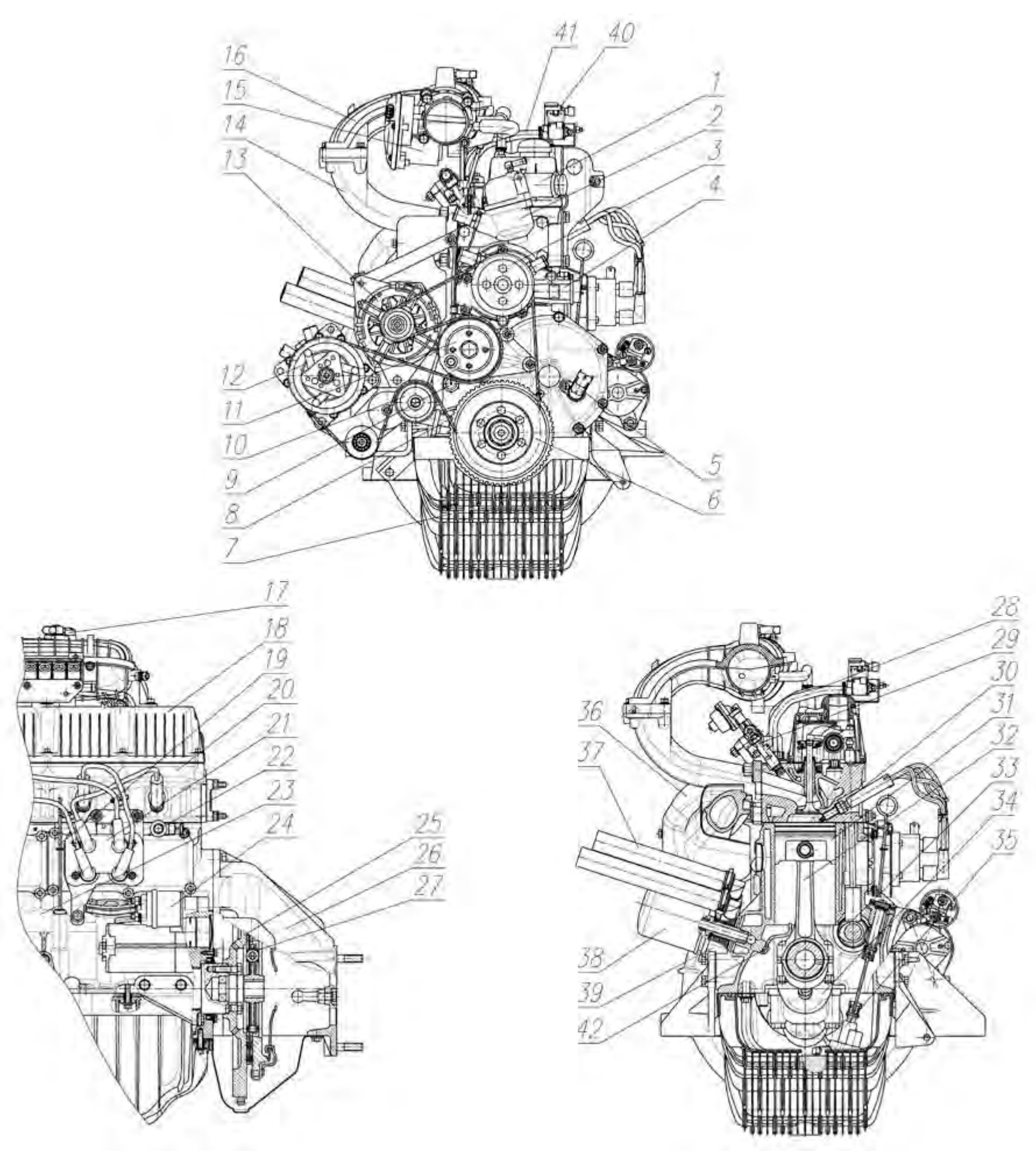
1 – патрубок отвода охлаждающей жидкости в радиатор; 2 – корпус термостата; 3 – шкив водяного насоса; 4 – патрубок подвода охлаждающей жидкости из радиатора; 5 – датчик фазы; 6 – демпфер коленчатого вала; 7 – картер масляный; 8 – датчик синхронизации; 9 – датчик аварийного давления масла; 10 – натяжитель автоматический; 11 – шкив муфты вентилятора; 12 – компрессор кондиционера; 13 – генератор; 14 – труба впускная; 15 –дроссельный патрубок с электрическим приводом; 16 – ресивер; 17 – датчик абсолютного давления; 18 – клапанная крышка; 19 – указатель уровня масла; 20 – головка блока цилиндров; 21 – катушка зажигания; 22 – датчик детонации; 23 – блок цилиндров; 24 – стартер; 25 – маховик; 26 – картер сцепления; 27 – сцепление; 28 – клапан вентиляции; 29 – форсунка; 30 – свеча зажигания; 31 – поршень; 32 – шатун; 33 – распределительный вал; 34 – коленчатый вал; 35 – масляный насос; 36 – экран коллектора; 37 – шланг теплообменника; 38 – масляный фильтр; 39 – теплообменник.
3.2 Корпусные детали.
Блок цилиндров.
Блок цилиндров отлит из серого чугуна. Номинальный внутренний диаметр обработанных гильз 96,5 мм.
Для равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрена полость для охлаждающей жидкости (ОЖ). На переднем торце блока имеются отверстия для подвода ОЖ. На верхней плите блока предусмотрены отверстия для протока ОЖ в головку цилиндров.
В нижней части блока цилиндров расположены 5 коренных опор, закрываемых крышками. Крышки изготовлены из высокопрочного чугуна и обрабатываются в сборе с блоком цилиндров, поэтому невзаимозаменяемые.
Головка блока цилиндров.
Головка блока цилиндров из алюминиевого сплава с запрессованными седлами и направляющими втулками клапанов. Между блоком и головкой установлена металлическая прокладка типа MLS (Multi-Layer Steel). Толщина прокладки в сжатом состоянии 0,6 мм.
Прокладка базируется по двум штифтам Ø8 для фиксации головки относительно блока цилиндров.
При установке головки блока цилиндров подтяжку гаек крепления головки производить с использованием динамометрического ключа.
Внимание. Прокладка головки цилиндров одноразового использования.
Внимание. Подтяжку производить только на холодном двигателе.
Рисунок 3. Порядок подтяжки гаек головки блока цилиндров.
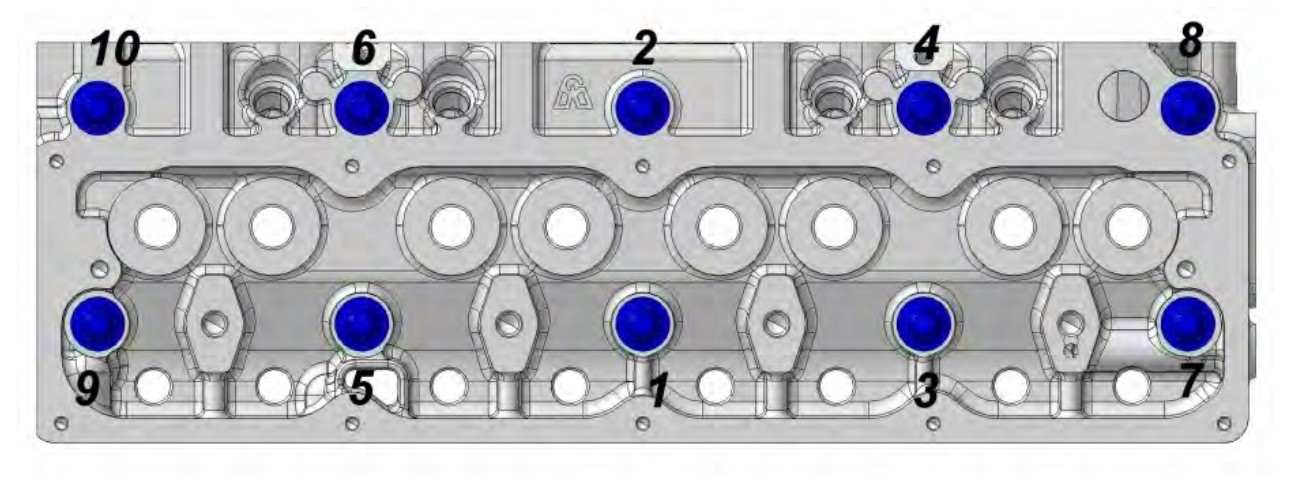
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и боку цилиндров затяжку гаек производить в последовательности указанной на рисунке, в два приема:
- первый раз – предварительно с меньшим усилием (момент затяжки 5,0÷6,5 кгс⋅м),
- второй раз – окончательно (момент затяжки 9,0÷9,8 кгс⋅м).
Поделиться ссылкой:
Похожие статьи
 Разборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Разборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Система смазки. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Система смазки. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сборка отдельных узлов. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Маркировка двигателей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Маркировка двигателей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Техническая характеристика. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Техническая характеристика. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Техническое обслуживание. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Техническое обслуживание. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сцепление. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сцепление. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Кривошипно-шатунный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Кривошипно-шатунный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Система вентиляции картера. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Система вентиляции картера. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Газораспределительный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Газораспределительный механизм. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Сборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Сборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Разборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Разборка. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Регулировка компенсаторов УМЗ 4216 ГАЗель Бизнес.
Регулировка компенсаторов УМЗ 4216 ГАЗель Бизнес. Обкатка двигателя после ремонта. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Обкатка двигателя после ремонта. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт. Ремонт деталей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.
Ремонт деталей. Двигатели А274-100 и А275-100 – устройство, техническое обслуживание и ремонт.