Ремонт головки цилиндров. Головка цилиндров двигателей ВАЗ – ремонт.
5. Ремонт головки цилиндров.
5.1 Профрезеровать поверхность прилегания головки цилиндров к блоку цилиндров.
Допустимая толщина слоя удаляемого металла не более 0,25 мм, шероховатость поверхности после обработки не более 16 мкм (станок фрезерный вертикальный).
5.2 Замена направляющих втулок клапанов:
– выпрессовать направляющие втулки не соответствующие требованиям п.4.2.2;
– замерить наружный диаметр выпрессованной втулки и подобрать ремонтную направляющую втулку следующего ремонтного размера. Величины размеров ремонтных направляющих втулок клапанов по наружному диаметру приведены в таблице 8.
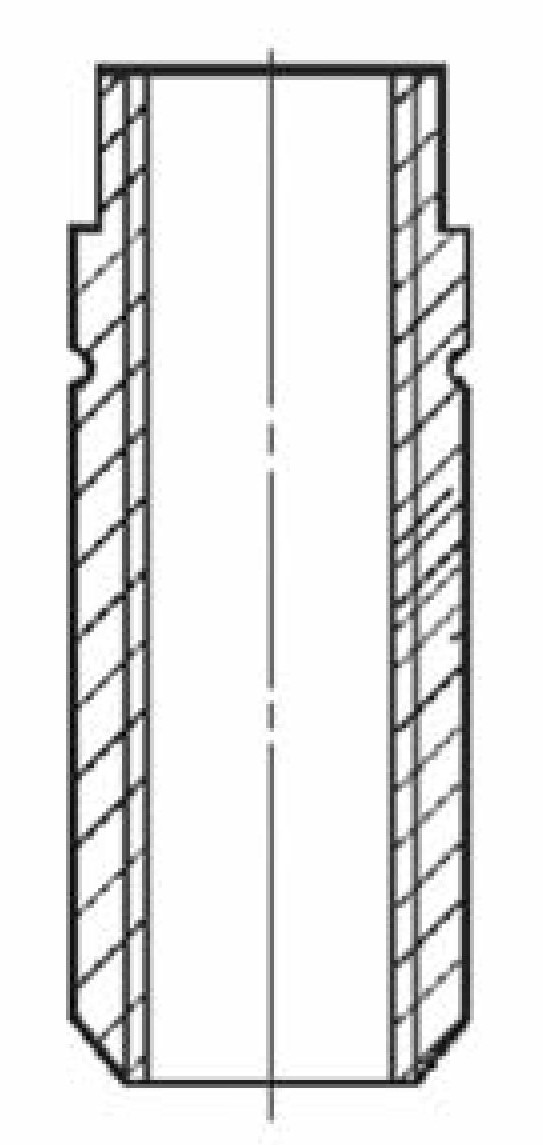
Направляющие втулки 2101 отличаются длиной. У направляющих втулок 2101 и 2108 выпускных клапанов маслоудерживающие канавки нанесены по всей поверхности внутреннего отверстия, как показано на рисунке 9. Направляющие втулки 2112 одинаковой длины и не имеют маслоудерживающих канавок.
При необходимости установки втулки второго ремонтного размера, отверстие под втулку развернуть до диаметра 14,2 (-0,01) мм – для втулок 2101 и 2108 и 12,2 (-0,04) мм – для втулок 2112 (развертки из комплекта А.90310). В случае, если была выпрессована втулка второго ремонтного размера, головка блока цилиндров подлежит замене.
Рис. 9.
Втулка впускного клапана.
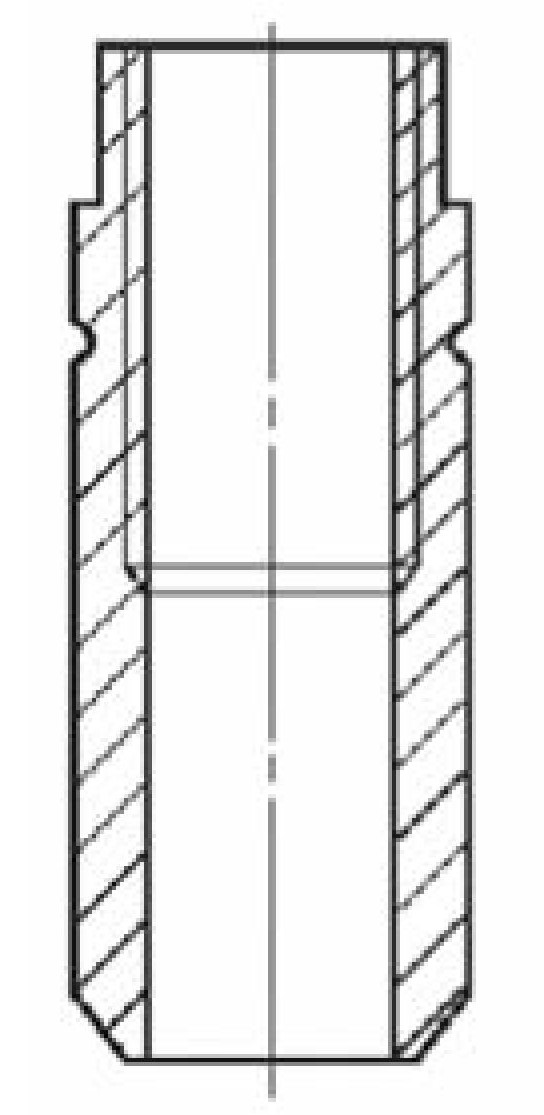
Втулка выпускного клапана.
– установить стопорные кольца и запрессовать направляющие втулки клапанов (молоток, оправка 67.7853-9621 – для втулок 2101 и 2108 или оправка 67.7853-9619 – для втулок 2112);
– развернуть отверстия в направляющих втулках клапанов. Размеры отверстий обеспечиваются технологически (нутромер НИ-6-10-1, развертки: А.90310/2 для втулок 2101 и 2108 выпускных клапанов, А.90310/1 для втулок 2101 и 2108 впускных клапанов, 2360-0128 Н7 для втулок 2112). Размеры отверстий после обработки приведены в таблице 9;
– после запрессовки и обработки втулок зазор в паре “втулка – клапан” должен удовлетворять требованиям п.4.2.2 данной ТИ.
Таблица 8.
| Обозначение втулки | Длина втулки, мм | Наружный диаметр втулки, мм |
| 2101-1007032-20 – вп. | 41,3 | 14,06-14,08 |
| 2101-1007033-20 – вып. | 46,4 | |
| 2108-1007032-20 – вп. | 37,6 | |
| 2108-1007033-20 – вып. | ||
| 2101-1007032-22 – вп. | 41,3 | 14,26-14,28 |
| 2101-1007033-22 – вып. | 46,4 | |
| 2108-1007032-22 – вп. | 37,6 | |
| 2108-1007033-22 – вып. | ||
| 2112-1007032-20 | 40,0 | 12,08-12,09 |
| 2112-1007032-22 | 12,28-12,29 |
Таблица 9.
| Обозначение втулки | Размер отверстия под клапан, мм |
| 2101/2108-1007032 | 8,02 (+0,02) |
| 2101/2108-1007033 | 8,03 (+0,02) |
| 2112-1007032 | 7,00 (+0,02) |
5.3 Прошлифовать клапаны:
– закрепить клапан в станке для шлифования (станок типа Р-108У-3);
– прошлифовать торец стержня клапана согласно инструкции по эксплуатации станка;
– прошлифовать фаску клапана под углом 45° (+15′) согласно инструкции по эксплуатации станка.
Минимально допустимая длина клапана после шлифовки и высота цилиндрической части тарелки клапана согласно таблице 4 (штангенциркуль ШЦ-11).
Поделиться ссылкой:
Похожие статьи
 Сборка. Двигатели автомобилей LADA – ремонт.
Сборка. Двигатели автомобилей LADA – ремонт. Коммутаторы. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Коммутаторы. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Типы распределителей и конструктивные особенности. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Типы распределителей и конструктивные особенности. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Типы двигателей. Двигатели автомобилей LADA – ремонт.
Типы двигателей. Двигатели автомобилей LADA – ремонт. Проверка стартера на стенде. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Проверка стартера на стенде. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Схемы электрических соединений генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Схемы электрических соединений генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Свечи зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Свечи зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Диагностирование тормозной системы автомобилей ВАЗ.
Диагностирование тормозной системы автомобилей ВАЗ. Предъявить блок цилиндров ОТК. Блок цилиндров двигателей ВАЗ – ремонт.
Предъявить блок цилиндров ОТК. Блок цилиндров двигателей ВАЗ – ремонт. Разборка. Двигатели автомобилей LADA – ремонт.
Разборка. Двигатели автомобилей LADA – ремонт.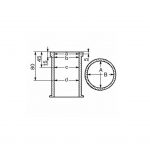 Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт.
Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт.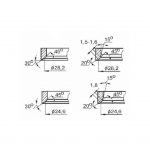 Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт.
Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт. Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Типы стартеров и конструктивные особенности. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Типы стартеров и конструктивные особенности. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Хонингование. Блок цилиндров двигателей ВАЗ – ремонт.
Хонингование. Блок цилиндров двигателей ВАЗ – ремонт.