Хонингование. Блок цилиндров двигателей ВАЗ – ремонт.
4. Хонингование.
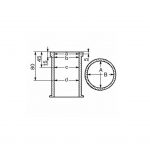
– установить блок цилиндров на стол хонинговального станка, выставить и закрепить (станок типа ЗГ833, приспособления из комплекта оснастки станка, ключи гаечные 17 и 19);
– прохонинговать цилиндр блока под ремонтный размер соответствующего класса согласно таблице 2.
Инструмент, применяемый для хонингования блоков цилиндров и применяемость инструмента согласно таблице 3.
Таблица 3.
Алмазные хонинговальные бруски.
| Деталь | Размеры брусков, мм | Обозначение брусков, поставщик | Примечание |
| 21213/ 21214/ 2123/ 2130-1002013 | 80*6*6/1,5 | D251-55.112-75 “DIATO” | Черновые |
| 80*6*6/1,5 | D251-55.113-50″DIATO” | Получистовые | |
| 80*6*6/1,5 | D15-51.70-50 “DIATO” | Плато | |
| 2103/ 06-1002013 | 80*5*5,2/2 | АС15-160/125-100-М5-05 “ЛЗАИ” / “Маяк – ПАЗ” | Черновые |
| 80*5*5,2/2 | АС15-50/40-100-М2-03 “Л3АИ” / “Маяк – ПАЗ” | Чистовые | |
| 21083-1002013 | 80*5*5,2/2 | АС15-160/125-100-М5-05 “ЛЗАИ” / “Маяк – ПАЗ” | Черновые |
| 80*5*5/2 | АС15-50/40-100-М5-06 “ЛЗАИ” / “Маяк – ПАЗ” | Чистовые | |
| 2110/ 12-1002013 | 80*3*5/2 | АС32-100/160-100-М5-04 “Маяк-ПАЗ” | Черновые |
| 80*3*5/2 | АС32-100/80-100-М5-04 “ЛЗАИ” / “Маяк – ПАЗ” | Получистовые | |
| 80*3*5/2 | АСМ-40/28-100-М5-04 “ЛЗАИ” / “Маяк – ПАЗ” | Чистовые |
Пример расшифровки размеров: 80*6*6/1,5 где:
- 80 – длина, мм;
- 6 – ширина, мм;
- 6 – общая высота, мм;
- 1,5 – высота металлической подложки, мм.
Режим хонингования:
- скорость вращения шпинделя – 155 об/мин;
- скорость возвратно-поступательного движения шпинделя – 8 м/мин;
- усилие к штоку разжимного устройства – (1000…7000) Н [(100…700) кгс] или
- удельное давление брусков хонинговальной головки – (20…100) Н/см² [(2…10) кгс/см²].
Примечание: контроль усилия вести по шкале на шпиндельной бабке. Измерение усилия производить без остановки станка. Начинать и заканчивать хонингование необходимо при минимальном усилии.
– замерить цилиндр блока (инструмент и размеры по п.З);
– прохонинговать и замерить остальные цилиндры;
– снять блок цилиндров со станка и установить на пост мойки (таль ручная или электрическая, траверса типа 67.7820-9550, приспособления из комплекта оснастки станка, ключи гаечные 17 и 19);
– промыть блок цилиндров и продуть сжатым воздухом (установка L-90 для мойки узлов и деталей, пистолет типа АН 050101 для раздачи воздуха);
– установить заглушки масляных каналов согласно п.7 настоящей ТИ.
Поделиться ссылкой:
Похожие статьи
 Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт.
Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт. Разборка двигателя переднеприводных автомобилей. Двигатели автомобилей LADA – ремонт.
Разборка двигателя переднеприводных автомобилей. Двигатели автомобилей LADA – ремонт. Разборка двигателя заднеприводных и полноприводных автомобилей. Двигатели автомобилей LADA – ремонт.
Разборка двигателя заднеприводных и полноприводных автомобилей. Двигатели автомобилей LADA – ремонт. Свечи зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Свечи зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт.
Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт. Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.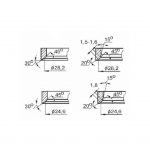 Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт.
Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт. Обкатка и испытания двигателя. Двигатели автомобилей LADA – ремонт.
Обкатка и испытания двигателя. Двигатели автомобилей LADA – ремонт. Проверка стартера на стенде. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Проверка стартера на стенде. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт.
Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт. Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт. Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт.