Контроль и сортировка деталей. Головка цилиндров двигателей ВАЗ – ремонт.
4. Контроль и сортировка деталей.
4.1 Произвести осмотр деталей.
Не допускаются: повреждение резьбы более двух витков, трещины, обломы, забоины, риски, задиры и раковины на рабочих поверхностях (осмотр визуальный).
Детали, техническое состояние которых не удовлетворяет требованиям настоящей инструкции, подлежат замене.
4.2 Произвести замер рабочих поверхностей деталей.
4.2.1 Головка цилиндров.
Допускается:
– диаметр отверстий в направляющих втулках клапанов должен соответствовать требованиям таблицы 2 (нутромер НИ-6-10-1);
– допуск плоскостности поверхности прилегания к блоку цилиндров не более 0,1 мм по всей длине. При величине неплоскостности более 0,1 мм поверхность прилегания головки цилиндров подлежит фрезерованию согласно п. 5.1 настоящей ТИ. При величине неплоскостности более 0,35 мм головка цилиндров подлежит замене (набор щупов, плита поверочная).
Таблица 2.
| Обозначение головки цилиндров | Диаметр отверстий направляющих втулок, не более, мм | |
| впускного клапана | выпускного клапана | |
| 21011-1003011-10 | 8,04 | 8,05 |
| 2105-1003011 | ||
| 21213-1003011 | ||
| 21214-1003011-10 | ||
| 2130-1003011 | ||
| 21081-1003011 | ||
| 21083-1003011 | ||
| 2111-1003011-40 | ||
| 1118-1003011 | ||
| 2112-1003011, 11194-1003011, 21126-1003011 | 7,02 | |
Проверить на герметичность рубашку охлаждения головки цилиндров:
– установить на головку цилиндров приспособление А.60334 (для головок цилиндров 21011, 2105, 21213, 21214, 2130) или 67.7871-9510 (для головок цилиндров 21081, 21083, 2111, 2112, 21126, 11194) (головки сменные 10, 13, 19, вороток и удлинитель);
– подсоединить воздушный шланг пневмосети к штуцеру заглушки приспособления (отвертка крестообразная);
– опустить головку в емкость с водой (емкость технологическая размером не менее 500x1000x500 мм);
– открыть кран, довести давление воздуха до 0,2 МПа (2 кгс/см2) и выдержать в течение (10… 15) с. Отсутствие воздушных пузырьков свидетельствует о герметичности головки цилиндров. При наличии пузырьков головка подлежит замене (секундомер, редуктор газовый, манометр);
– прекратить подачу воздуха, извлечь головку из емкости, снять воздушный шланг и приспособление (отвертка крестообразная);
– обдуть головку сжатым воздухом (пистолет типа АН 050101 для обдува сжатым воздухом).
Проверить на герметичность запорный клапан масляного канала (на головке цилиндров 2112-1003011, 11194-1003011, 21126-1003011):
– опустить головку 1, рисунок 5, цилиндров в емкость с водой так, чтобы поверхность разъема с корпусом подшипников распредвалов оставалась не погруженной в воду (емкость технологическая размером не менее 500x1000x500 мм);
– присоединить воздушный шланг пневмосети к наконечнику 3, установить наконечник в отверстие запорного клапана со стороны направляющей втулки 2 и плотно прижать (наконечник 67.7871-9513, отвертка крестообразная);
Рис. 5.
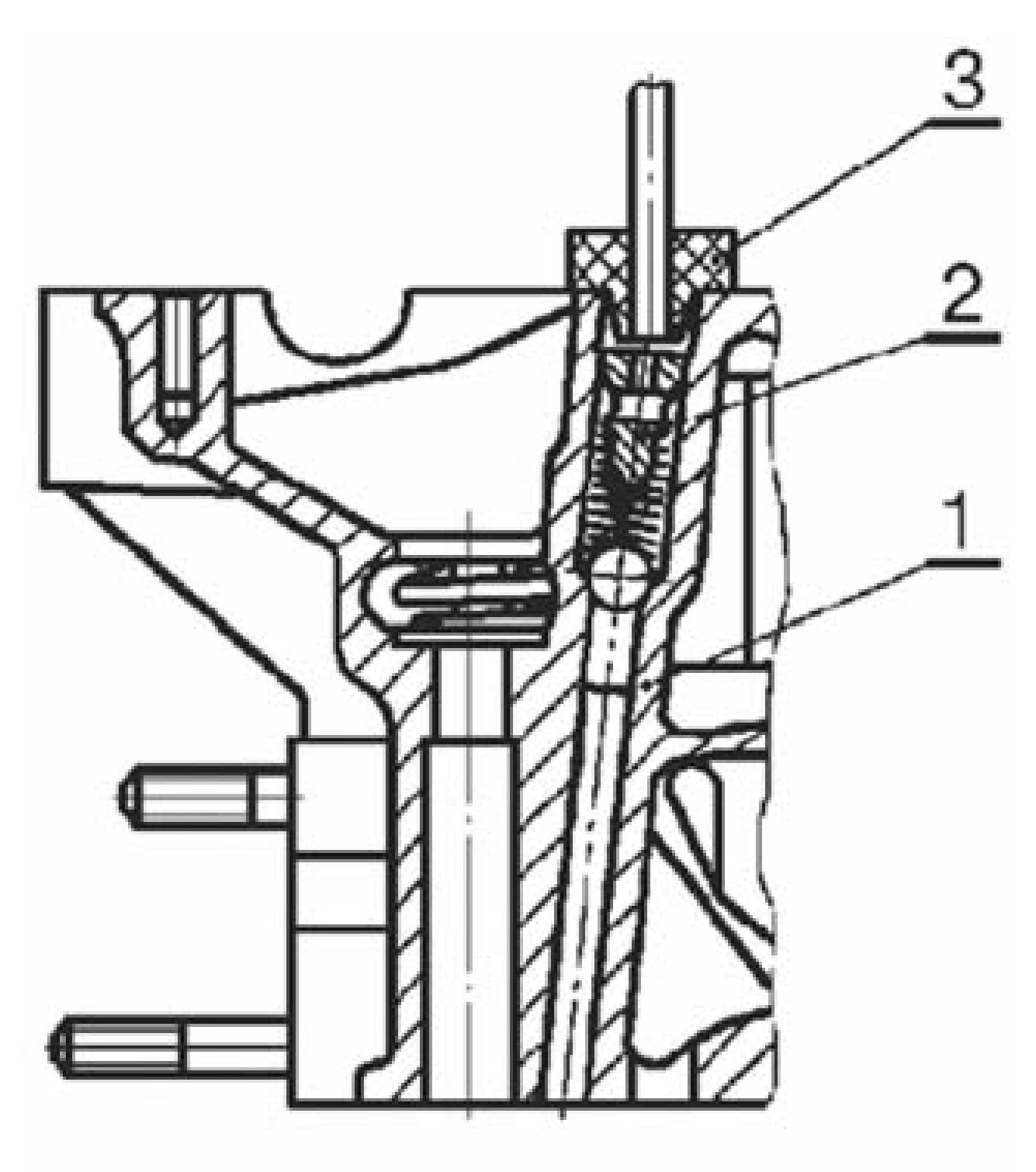
– удерживая наконечник, открыть кран, установить давление воздуха (0,05…0,10) МПа [(0,5…1,0) кгс/см²] и выдержать в течение 10 с. Отсутствие воздушных пузырьков свидетельствует о герметичности запорного клапана. При наличии пузырьков запорный клапан заменить (секундомер, редуктор газовый, манометр, оправки 67.7853-9622 и 67.7853-9623, молоток);
– прекратить подачу воздуха, извлечь головку из емкости, снять воздушный шланг и приспособление (отвертка крестообразная);
– обдуть головку сжатым воздухом (пистолет типа АН 050101 для обдува сжатым воздухом).
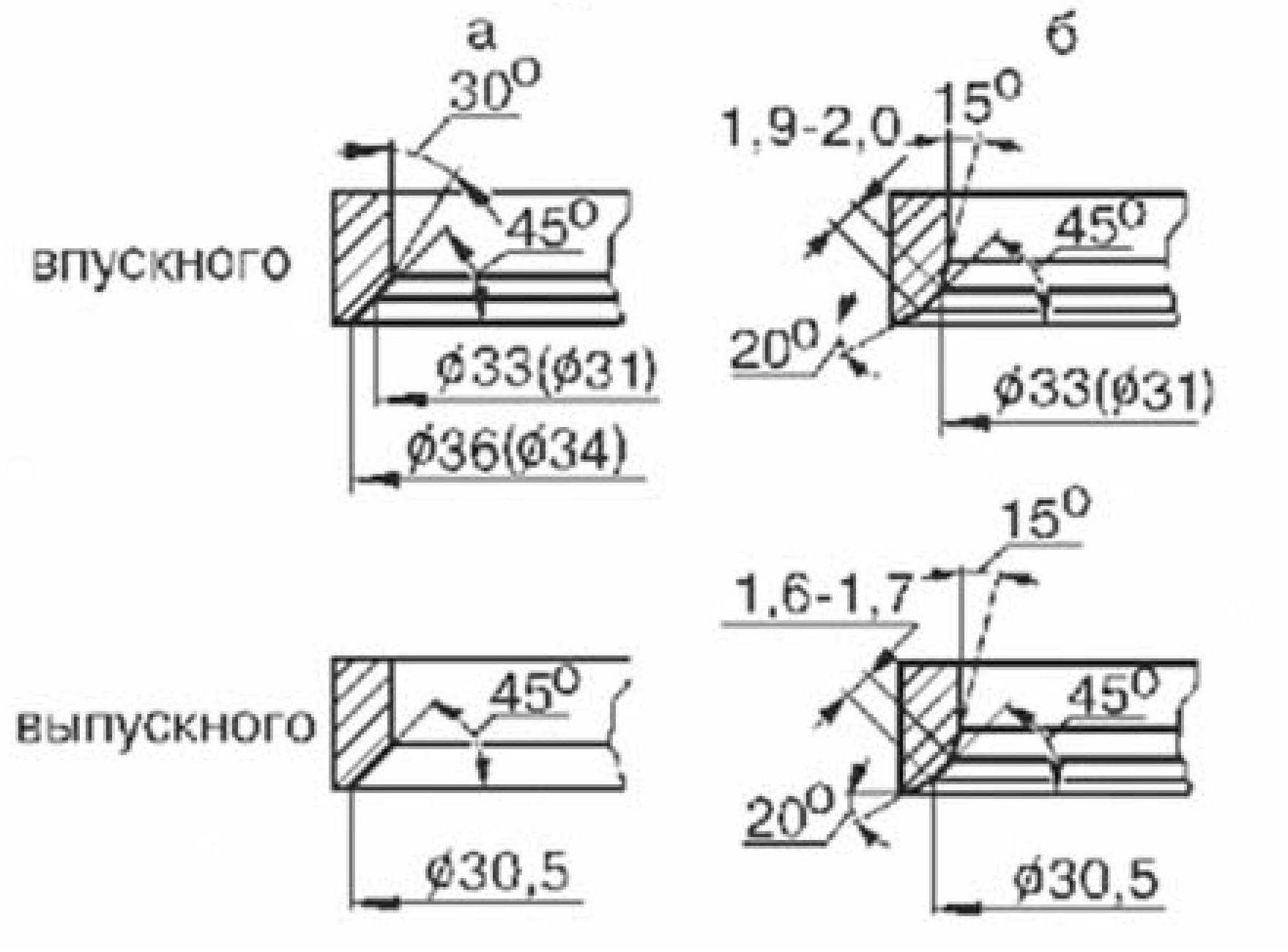
Профрезеровать и прошлифовать седла клапанов (перечень инструмента для обработки седел клапанов приведен в таблице 3, штангенциркуль ШЦ-1-125-0,1). Профиль и размеры седел клапанов приведены на рисунке 6. Углы фрезеровки обеспечиваются технологически. Буквой “а” обозначены новые седла, буквой “б” седла после обработки. Размеры в скобках для седла впускного клапана 21081.
Рис. 6.
Сёдла клапанов 2108.
Сёдла клапанов 2112.
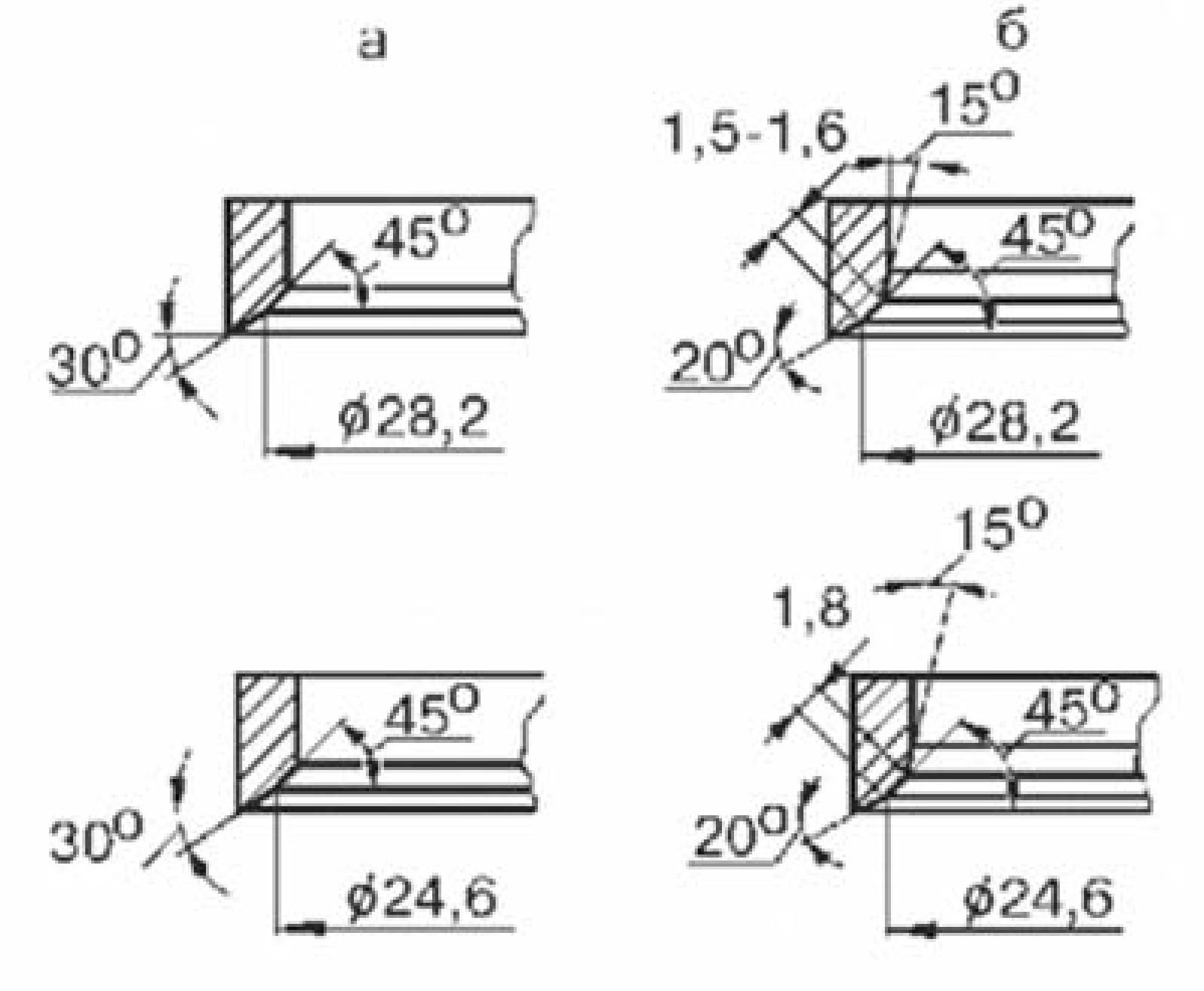
Таблица 3.
| Обозначение головки цилиндров | Наименование седла клапана | Инструмент для обработки | |||
| Фрезерование | Шлифование | ||||
| 21011-1003011-10, 2105-1003011, 21213-1003011, 21214-1003011-10, 2130-1003011, 21081-1003011, 21083-1003011, 2111-1003011-40, 1118-1003011 | Седло впускного клапана 2108 | Фрезы А.94092, А.94031 | Центрирующий стержень А.94059, оправка А.94058 | Шлифовальный круг А.94100 | Оправка А.94058, вороток из набора № 3 |
| Седло выпускного клапана 2108 | Фрезы А.94003, А.94101 | Шлифовальный круг А.94078 | |||
| 21081-1003011 | Седло впускного клапана 21081 | Фрезы А.94092, А.94031 | Шлифовальный круг А.94100 | ||
| 2112-1003011 | Седло впускного клапана 2112
Седло выпускного клапана 2112 |
Приспособление 67.2370-9503 | Приспособление 67.2370-9505 | ||
| 11194-1003011, 21126-1003011 | Седло впускного клапана 1119
Седло выпускного клапана 1119 |
||||
4.2.2 Клапаны впускной и выпускной.
Не допускается односторонний износ стержня клапана по рабочей поверхности (осмотр визуальный).
Определить износ и состояние тарелок клапанов. Не допускаются: трещины, сколы, односторонний износ (осмотр визуальный).
Определить износ торца стержня клапана, при необходимости прошлифовать торец согласно п.5.4 (осмотр визуальный).
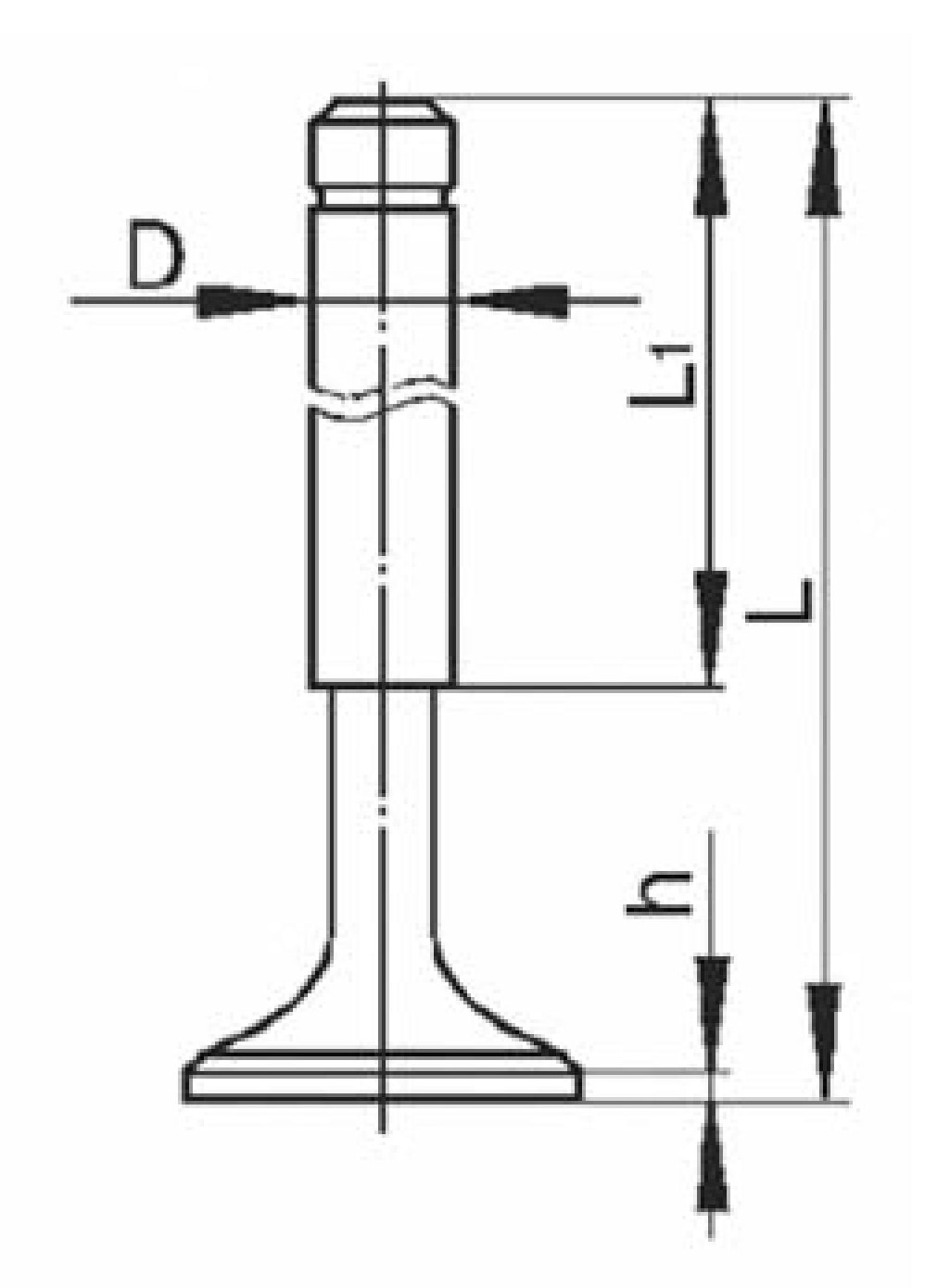
Допустимые размеры клапанов после шлифовки согласно таблице 4 (микрометр МК 25-1, индикатор ИЧ-10, штатив ШМ-ПВ-8, призма поверочная, штангенциркуль ЩЦ-1-125-0,1).
Произвести замер диаметра D, рисунок 7, стержня клапана на участке L1 (микрометр МК 25-1).
На основании замеров определить зазор в паре “втулка – клапан”.
Допустимый зазор не должен быть более:
- для головок цилиндров 21011/ 2105/ 21213/ 21214/ 2130/ 2112/ 21126/ 11194-1003011 – 0,15 мм;
- для головок цилиндров 21081/ 21083/ 2111/ 1118-1003011 – 0,3 мм.
Рис. 7.
Применяемость и отличительные особенности клапанов согласно таблице 5.
Таблица 4.
| Обозначение клапана | Общая длина L, не менее, мм | Высота h цилиндрической части тарелки клапана, не менее, мм |
| 2101-1007010 – впускной | 112,1 | 0,5 |
| 2101-1007012-01 – выпускной | 112,6 | |
| 2108-1007010 – впускной
2108-1007012 – выпускной |
103,2 | |
| 21081-1007010 – впускной | 103,4 | |
| 2112-1007010-01 – впускной | 96,0 | |
| 2112-1007012-01 – выпускной | 97,0 | 0,8 |
Таблица 5.
| Обозначение клапана | Диаметр тарелки клапана, мм | Количество канавок под сухари, шт. | Обозначение головки цилиндров |
| 2101-1007010 | 37±0,15 | 1 | 21011-1003011-10, 2105-1003011, 21213-1003011, 21214-1003011, 21214-1003011-10, 2130-1003011 |
| 2101-1007012-01 | 31,5±0,15 | ||
| 2108-1007010 | 37±0,15 | 3 | 21083-1003011, 2111-1003011-40, 21081-1003011, 1118-1003011 |
| 2108-1007012 | 31,5±0,15 | ||
| 21081-1007010 | 35±0,15 | 3 | 21081-1003011 |
| 2112-1007010-01 | 29±0,2 | 3 | 2112-1003011, 11194-1003011, 21126-1003011 |
| 2112-1007012-01 | 25,5±0,2 |
4.2.3 Пружина клапана, рисунок 8.
Допустимые размеры пружин согласно таблице 6 (штангенциркуль ЩЦ-1-125-0,1). Применяемость и отличительные особенности пружин согласно таблице 7.
Рис 8. Пружина клапана.
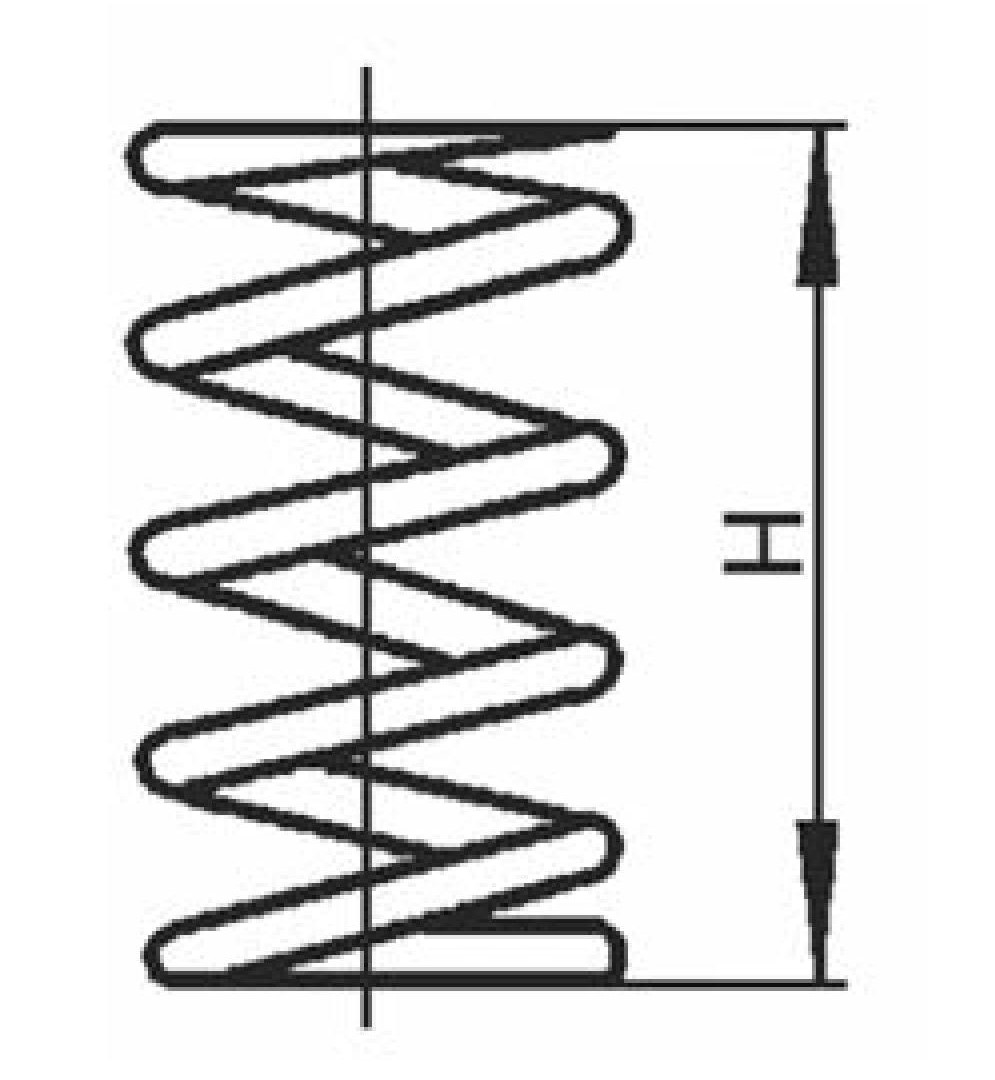
Таблица 6.
| Обозначение пружин | Высота Н пружины в свободном состоянии, не менее, мм |
| 2101-1007020 – наружная | 50,0 |
| 2101-1007021 – внутренняя | 39,2 |
| 2108-1007020 – наружная | 45,0 |
| 2108-1007021 – внутренняя | 33,9 |
| 2112-1007020 | 38,2 |
Таблица 7.
| Обозначение пружин | Внутренний диаметр пружины, мм | Диаметр проволоки, мм | Обозначение головки цилиндров |
| 2101-1007020 | 25,5±0,25 | 3,6 | 21011-1003011-10, 2105-1003011, 21213-1003011, 21214-1003011, 21214-1003011-10, 2130-1003011 |
| 2101-1007021 | 17,6±0,18 | 2,7 | |
| 2108-1007020 | 23,25±0,3 | 3,6 | 21081-1003011, 1083-1003011, 2111-1003011-40, 1118-1003011 |
| 2108-1007021 | 15,45±0,2 | 2,7 | |
| 2112-1007020 | 18,6±0,2 | 3,6 | 2112-1003011, 1194-1003011, 21126-1003011 |
Поделиться ссылкой:
Похожие статьи
 Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Типы генераторов и конструктивные особенности. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Сборка. Двигатели автомобилей LADA – ремонт.
Сборка. Двигатели автомобилей LADA – ремонт. Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт.
Моменты затяжки резьбовых соединений. Двигатели автомобилей LADA – ремонт. Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности системы зажигания. Системы зажигания автомобилей ВАЗ – устройство, электрические схемы, диагностика и поиск неисправностей. Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности генераторов. Генераторы автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей. Вал коленчатый двигателей ВАЗ – ремонт.
Вал коленчатый двигателей ВАЗ – ремонт. Разборка. Головка цилиндров двигателей ВАЗ – ремонт.
Разборка. Головка цилиндров двигателей ВАЗ – ремонт. Технологические инструкции (ТИ) ВАЗ.
Технологические инструкции (ТИ) ВАЗ. Хонингование. Блок цилиндров двигателей ВАЗ – ремонт.
Хонингование. Блок цилиндров двигателей ВАЗ – ремонт. Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость блоков цилиндров. Блок цилиндров двигателей ВАЗ – ремонт.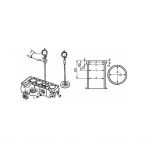 Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт.
Контроль и сортировка деталей. Двигатели автомобилей LADA – ремонт. Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.
Наиболее вероятные неисправности стартеров. Стартеры автомобилей ВАЗ – конструкция, электрические схемы, диагностика и поиск неисправностей.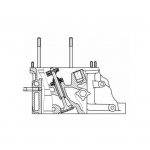 Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт.
Типы и применяемость головок цилиндров. Головка цилиндров двигателей ВАЗ – ремонт. Обкатка и испытания двигателя. Двигатели автомобилей LADA – ремонт.
Обкатка и испытания двигателя. Двигатели автомобилей LADA – ремонт.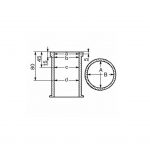 Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт.
Расточка цилиндров блока. Блок цилиндров двигателей ВАЗ – ремонт.